

Těšíme se na vaši zprávu
Naše továrna byla založena v roce 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (slečna Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (slečna Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
POF smršťovací fólie: Vlastnosti, třídy a průvodce aplikací
POF smrštitelná fólie je nejuniverzálnější a nejrozšířenější smršťovací obalový materiál pro maloobchodní a komerční aplikace
POF smršťovací fólie — smršťovací fólie z polyolefinu — je vícevrstvá, biaxiálně orientovaná termoplastická fólie, která se při působení tepla těsně smršťuje kolem výrobku a vytváří čirý, lesklý obal, který je viditelný pro manipulaci. POF se stal dominantním materiálem smršťovací fólie v maloobchodních baleních, balení potravin, kosmetice, hračkách, papírnictví a balení softwaru , vytlačil smršťovací PVC fólii na většině trhů v posledních dvou desetiletích díky své vynikající čirosti, bezpečnosti při styku s potravinami, nižším těsnicím teplotám a absenci toxického plynného chlorovodíku, který PVC uvolňuje při zahřívání.
POF smršťovací fólie se vyrábí z polyolefinových pryskyřic – primárně polyetylenu (PE) a polypropylenu (PP) koextrudovaných ve více vrstvách – a biaxiálně orientovaných (natažených ve strojním i příčném směru), aby se zabudovala do molekulární paměti, která způsobí, že se při vystavení teplu smrští. Výsledkem je fólie, která je houževnatější, čistší a pružnější než jednovrstvé materiály a je schopna zabalit produkty prakticky jakéhokoli tvaru s profesionálními výsledky na ručních i vysokorychlostních automatizovaných linkách.
Jak POF smršťovací fólie funguje: Věda o biaxiální orientaci
Pochopení toho, co se děje uvnitř POF fólie během výroby a během smršťování, vysvětluje, proč se chová tak odlišně od běžné polyetylenové fólie a proč na procesních parametrech tolik záleží pro konzistentní výsledky.
Biaxiální orientace a molekulární paměť
Během výroby se koextrudovaný polyolefinový film natahuje současně nebo postupně jak v podélném směru (MD), tak v příčném směru (TD) při teplotě nad bodem skelného přechodu pryskyřice, ale pod bodem tavení. Tato orientace zarovná a natáhne polymerní řetězce v obou směrech. Když se film ochladí, řetězce jsou uzamčeny v tomto nataženém stavu - a ukládají elastickou energii na molekulární úrovni. Když se orientovaná fólie během smršťovacího balení znovu zahřeje nad svou orientační teplotu, polymerní řetězce se uvolní zpět do své původní konfigurace, což způsobí, že se fólie smrští o 30–80 % v každém směru. v závislosti na kvalitě fólie a použitém teplu.
Stupeň orientace – a tedy i velikost smršťování a smršťovací síly – je řízen během výroby použitými poměry roztažení. Většina standardních smršťovacích fólií POF je orientována na poměr roztažení přibližně 5:1 až 7:1 v obou směrech , produkující filmy s vyváženým (stejným MD a TD) smrštěním o 50–75 % při plné aktivační teplotě. Středově ohýbané a jednovinuté fólie pro L-tyč a boční těsnicí kroužky jsou vyráběny se specifickým smršťovacím vyvážením MD-to-TD, aby se optimalizoval vzhled obalu u různých geometrií produktu.
Vícevrstvá koextruzní struktura
Komerční smršťovací fólie POF nejsou monolitické – jsou to koextrudované vícevrstvé struktury, obvykle 3 nebo 5 vrstev, kde různé typy pryskyřic v různých vrstvách poskytují odlišné vlastnosti. Typická 3vrstvá POF struktura používá:
- Vnější vrstvy kůže (na bázi PP): Zajistěte čistotu, lesk a mechanickou ochranu. PP také přispívá k tuhosti fólie a její potiskovatelnosti.
- Základní vrstva (na bázi PE): Poskytuje houževnatost, pružnost a primární vlastnosti tepelného těsnění. PE dává POF jeho vynikající nízkoteplotní svařitelnost a odolnost proti roztržení při vysokorychlostním balení.
5vrstvé struktury přidávají další spojovací vrstvy nebo funkční vrstvy – vlastnosti proti zamlžování pro balení potravin, antistatické vrstvy pro elektroniku nebo vylepšené bariérové vlastnosti pro produkty citlivé na vlhkost. Celková tloušťka fólie pro komerční smršťovací fólie POF se pohybuje od 12 do 25 mikronů pro standardní maloobchodní aplikace se speciálními třídami až do 35 mikronů pro těžší produkty nebo prémiové prezentační obaly.
Smršťovací fólie POF vs smršťovací fólie PVC a PE: Proč POF vítězí ve většině aplikací
POF nenahradil PVC a PE smrštitelné fólie náhodou – nabízí kombinaci výkonnostních vlastností, které ani jedna alternativa neodpovídá celé řadě požadavků na balení.
| Majetek | POF (polyolefin) | PVC (polyvinylchlorid) | PE (polyetylen) |
|---|---|---|---|
| Optická jasnost | Vynikající (zákal <2%) | Dobře | Střední až chudé |
| Zmenšit rozsah (% při aktivaci) | 30–80 % | 20–60 % | 10–40 % |
| Teplota těsnění | Nízká (120–150 °C) | Střední (140–170 °C) | Středně vysoká (150–180 °C) |
| Bezpečnost při styku s potravinami | Ano (FDA, v souladu s EU) | Omezeno (plastifikátory) | Ano |
| Toxické výpary při utěsnění/smrštění | žádný | HCl a dioxiny | žádný |
| Odolnost proti roztržení / houževnatost | Vysoká | Nízký-střední (křehký) | Vysoká |
| Výkon při nízkých teplotách | Vynikající (zůstává flexibilní) | Špatný (křehký pod 0 °C) | Dobře |
| Recyklovatelnost | Ano (polyolefin stream) | Obtížné (znečišťuje toky) | Ano |
| Relativní cena materiálu | Střední | Nízká | Nízká |
Nízká cena smršťovací fólie z PVC z ní v 80. a 90. letech udělala průmyslový standard, ale plynný chlorovodík, který se uvolňuje při utěsnění a smrštění PVC, koroduje těsnicí dráty a topná tělesa, vytváří nepříjemné pracovní prostředí a je klasifikován jako zdraví škodlivý vyžadující ventilaci – provozní náklady, které narušují její výhodu v oblasti materiálových nákladů. Mnoho zemí a velcí maloobchodníci přešli k vyžadování POF pro obaly připravené pro maloobchod, čímž fakticky končí životaschopnost PVC na trzích spotřebního zboží.
Stupně, měřidla a formáty smršťovací fólie POF
POF smrštitelné fólie jsou k dispozici v řadě tlouštěk, smršťovacích poměrů a fyzických formátů, aby odpovídaly různým produktům, strojům a požadavkům na průchodnost.
Tloušťka filmu (měřidlo)
Tloušťka filmu je specifikována v mikronech (µm) nebo měřidlech (kde 100 gauge = 25,4 µm). Nejpoužívanější rozsah tloušťky pro maloobchodní a komerční POF smršťovací fólie je 15–19 mikronů (60–75 gauge) , který poskytuje dostatečnou pevnost pro většinu produktů a zároveň minimalizuje spotřebu fólie na balení. Silnější fólie se používají pro těžší, ostřejší nebo abrazivnější produkty:
- 12–15 µm (měřidlo 47–60): Velmi lehká fólie pro malé výrobky s hladkým povrchem, jako jsou hrací karty, malé psací potřeby a jednorázové potraviny. Minimalizuje náklady na materiál na jednotku, ale nabízí menší odolnost proti proražení.
- 15–19 µm (měřidlo 60–75): Standardní univerzální řada. DVD, knihy, kosmetika, potraviny v krabicích, dárkové sady a běžné maloobchodní produkty. Cenově nejefektivnější pro středněobjemové automatizované linky.
- 19–25 µm (75–100 gauge): Pro produkty s ostrými hranami, vysokou hmotností nebo abrazivním povrchem — železářské zboží, krabice s kovovými rohy, multibalení konzerv. Vyšší odolnost proti roztržení snižuje poškození při přepravě.
- 25–35 µm (100–138 měřidlo): Vysoce odolná třída pro průmyslové svazování, konsolidaci velkých více kusů a produkty vystavené hrubému zacházení. Obvykle běží na vysoce výkonných L-bar těsnicích strojích nebo rukávových obalech spíše než na lehkých maloobchodních strojích.
Formáty filmu: Centerfold vs. Single Wound
POF smrštitelná fólie se dodává ve dvou hlavních fyzických formátech, které odpovídají různým typům uzavíracích strojů:
- Středový záhyb (složený naplocho): Fólie je přeložena podélně uprostřed a navinuta na jádro se dvěma vrstvami. Výrobek se vloží do složené fólie a otevřené strany uzavře jediné těsnění ve tvaru L. Používá se s L-bar sealery, nejběžnějším typem smršťovacích balicích strojů pro maloobchodní aplikace. Šířky středového záhybu 300–700 mm pokrývají většinu velikostí maloobchodních produktů.
- Jedna rána (na plocho): Jednovrstvá role používaná s rukávovými obaly (také nazývanými obaly s bočním těsněním nebo kontinuálním pohybem), které tvoří trubici kolem produktu. Efektivnější pro vysokorychlostní automatizované linky — rukávové obaly s POF fólií na jedno navinutí mohou dosáhnout rychlosti průchodu 60–120 balení za minutu na balicích linkách pro potraviny, nápoje a spotřební zboží.
Zesítěný vs nezesítěný POF film
Standardní smršťovací fólie POF je nezesíťovaná. Zesíťovaná POF fólie prochází po orientaci elektronovým paprskem nebo chemickým zesíťováním, což vytváří molekulární vazby napříč polymerními řetězci – výrazně zvyšuje odolnost proti propíchnutí, pevnost za horka (odolnost fólie vůči roztržení během operace těsnění) a kvalitu smrštěného vzhledu kolem složitých tvarů. Zesíťovaná POF fólie je o 30–50 % dražší než standardní druhy ale je určen pro prémiové prezentační obaly, neobvykle tvarované produkty, produkty s ostrými nebo vyčnívajícími hranami a aplikace, kde se obal musí velmi těsně přizpůsobit detailní geometrii povrchu. Je také snazší svařovat při velmi vysokých rychlostech, aniž by hrozilo vyfouknutí fólie na svaru během svařovací operace.

Vybavení potřebné ke zpracování POF smršťovací fólie
Smršťovací fólie POF vyžaduje k výrobě hotového obalu dvě různé části vybavení: těsnící prostředek pro zabalení a utěsnění fólie kolem produktu a smršťovací tunel pro aplikaci tepla a aktivaci smrštění. Těsnicí prostředek a tunel musí být sladěny navzájem, s jakostí fólie a s baleným produktem.
Těsnění L-Bar
L-bar pečetidla (také nazývané L-sealers) používají vyhřívaný drát nebo čepel ve tvaru L, které současně utěsňují a řežou podél dvou stran balení jediným pohybem – jeden řez přes přední část produktu a druhý podél strany. Produkt je umístěn na fólii, L-tyč je spuštěna a dvě otevřené strany jsou utěsněny a oříznuty jedním úkonem. L-bar sealery se používají výhradně se středovou fólií. Ruční a poloautomatické těsnicí lisy L-bar jsou nejběžnějším smršťovacím balicím zařízením pro aplikace s malým až středním objemem — rychlosti 5–20 balení za minutu v závislosti na dovednostech operátora a velikosti produktu. Plně automatické lisy L-bar s integrovaným podáváním dopravníku dosahují 20–50 balení za minutu.
Rukávové obaly (boční těsnění a obaly s horizontálním průtokem)
Rukávové obaly tvoří souvislou trubici z jednovinutého POF filmu kolem pohybujícího se proudu produktu, poté aplikují příčné těsnění k uzavření konců každého jednotlivého balení. Produkty jsou dopravovány strojem nepřetržitě a cyklus těsnění a řezání je načasován na rozteč produktu. Obaly na rukávy jsou rychlejší, konzistentnější a vhodnější pro integraci do automatizovaných výrobních linek než uzavírací stroje na L-tyče, ale vyžadují vyšší kapitálové investice (10 000–80 000 GBP u automatických baliček na rukávy oproti 500 – 5 000 GBP u poloautomatických baliček s L-tyčem) a fólii s jednoduchým vinutím než se středovým skladem.
Smršťovací tunely
Po uzavření prochází zabalený (ale ještě nesražený) produkt smršťovacím tunelem – uzavřenou komorou s ohřátým vzduchem cirkulujícím při kontrolované teplotě a rychlosti. Teplo aktivuje dvouosou orientaci v POF filmu, což způsobí jeho pevné smrštění kolem produktu. POF smršťovací fólie se typicky aktivují při teplotách tunelu 120–160 °C (250–320 °F) , výrazně nižší než smršťovací fólie z PE (které mohou vyžadovat 180–200 °C) – výhoda energetické účinnosti pro POF. Rychlost tunelového pásu, teplota vzduchu a rychlost cirkulace vzduchu musí být vyváženy, aby bylo dosaženo úplného, rovnoměrného smrštění bez vypalování děr ve fólii nebo vytváření vrásčitého, zdeformovaného vzhledu.
Horkovzdušné tunely jsou univerzálním standardem pro POF fólie. Infračervené (IR) smršťovací tunely se používají pro produkty citlivé na teplo — kosmetika s etiketami, bonboniéry, produkty, které nesnesou dlouhodobé vystavení teplu vzduchu – protože infračervené záření aktivuje smrštění rychleji s menším zbytkovým teplem přenášeným do produktu. Parní tunely se používají pro specifické potravinářské a nápojové aplikace, kde je vedle smršťování potřeba regulace vlhkosti.
Klíčová odvětví a aplikace smršťovací fólie POF
Kombinace čirosti smršťovací fólie POF, bezpečnosti potravin, houževnatosti a všestrannosti zpracování z ní udělala výchozí obalový materiál v pozoruhodně široké škále průmyslových odvětví.
Balení potravin a nápojů
Potravinářská smršťovací fólie POF se používá pro podnosy na čerstvé produkty, pečivo, cukrovinky, podnosy na hotová jídla, multibalení nápojů a balení mléčných výrobků. Fólie POF proti zamlžování — s povlakem, který zabraňuje kondenzaci vodní páry ve formě neprůhledných kapiček na povrchu fólie — je nezbytný pro vystavení chlazených a chlazených potravin, kde je vyžadována viditelnost produktu pro spotřebitele přes fólii. Anti-fog POF zachovává čistotu, i když se fólie přesune z chladného skladu do okolní maloobchodní teploty. Shoda s potravinami podle nařízení EU 10/2011 a FDA 21 CFR je standardem pro renomované výrobce POF fólií.
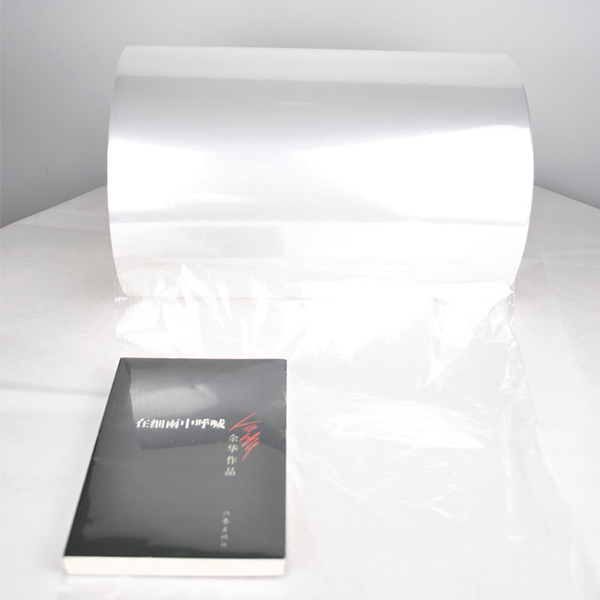
Maloobchod a spotřební zboží
DVD, Blu-ray, videohry, knihy, papírnictví, kosmetika, hračky, dárkové sady a elektronické příslušenství patří mezi největší objem maloobchodních aplikací pro POF smršťovací fólie. Křišťálová čistota POF umožňuje plnou viditelnost produktu a čitelnost vytištěného štítku přes obal, zatímco těsný, profesionální vzhled signalizuje kvalitu a poskytuje důkaz o neoprávněné manipulaci. Maloobchodníci včetně velkých supermarketů a provozovatelé online plnění specifikují POF pro operace s balením protože jeho nízká svařovací teplota snižuje riziko tepelného poškození tištěných štítků, embosování fólií a součástí produktu citlivých na teplo, které mohou vyšší teploty PVC poškodit.
Léčiva a lékařské produkty
POF smršťovací fólie poskytuje obaly s viditelným poškozením pro farmaceutické krabičky, lahvičky s vitamíny a doplňky, sady lékařských přístrojů a balíčky nemocničních potřeb. Fólie slouží jako viditelná pečeť prokazující neoprávněnou manipulaci – jakýkoli pokus o otevření obalu před nákupem zničí smršťovací folii zjevným a nevratným způsobem. POF filmy farmaceutické kvality jsou vyráběny za podmínek GMP a dokumentovány podle standardů lékopisu USP a EU pro extrahovatelné a vyluhovatelné látky , zajišťující, že během skladování nemigrují z fólie do produktu žádné škodlivé látky.
Balení a logistika multipacků
POF smrštitelná fólie se používá ke spojení více jednotlivých položek do multipacků připravených pro maloobchod – multibalení nápojů, multipack papírových produktů a baleného konzervovaného nebo zavařeného zboží. V této aplikaci film funguje jako nosič (drží předměty pohromadě pro manipulaci a vystavení) a jako propagační médium, protože na film lze potisknout propagační zprávy, loga značek a informace o cenách. Těžší tloušťka POF (19–25 µm) je obvykle specifikována pro svazkování ve více baleních, aby vydržela požadavky na hmotnost a manipulaci dané aplikace.
Technické specifikace k posouzení při výběru smršťovací fólie POF
Výběr správného typu POF fólie pro konkrétní aplikaci vyžaduje vyhodnocení několika technických parametrů. Použití pod specifikované fólie způsobuje selhání balení; přílišná specifikace zvyšuje náklady bez přínosu.
- Procento zmenšení (MD a TD): Procento zmenšení rozměrů v každém směru při zadané teplotě. U většiny pravoúhlých výrobků je preferováno vyvážené smrštění (stejné MD a TD). ; fólie s vyšším smrštěním TD jsou určeny pro výrobky, které jsou vyšší než široké, aby se zajistilo, že se fólie pevně přitáhne přes horní povrch bez vrásnění na koncích.
- Teplota zahájení smršťování: Teplota, při které začíná výrazné smršťování. Nižší iniciační teplota umožňuje tunelu běžet při nižším nastavení teploty – úspora energie a ochrana pro produkty citlivé na teplo. Standardní POF začíná při 95–110 °C; nízkoteplotní druhy se začínají smršťovat při 80–90 °C.
- Zákal (optická čistota): Měřeno jako procento rozptýleného procházejícího světla. Prémiové POF fólie dosahují hodnot zákalu pod 1,5–2 % — v podstatě neviditelná jasnost. Vyšší zákal vytváří zakalený vzhled, který je nepřijatelný pro luxusní prezentaci a prémiové maloobchodní balení.
- Síla těsnění a lepivost za tepla: Síla potřebná k odtržení těsnění od sebe a síla těsnění bezprostředně po utěsnění, než úplně vychladne (přichycení za tepla). Vysoká lepivost za tepla je kritická na vysokorychlostních automatických linkách, kde se balík pohybuje tunelem předtím, než se těsnění úplně ochladí.
- Odolnost proti proražení: Energie potřebná k propíchnutí fólie, měřená podle ASTM D1709 (metoda šipky) nebo ASTM F1306 (pomalé propíchnutí). Kritické pro produkty s vyčnívajícími rohy nebo ostrými hranami.
- Antistatický výkon: Standardní POF vytváří statický náboj, který přitahuje prach a způsobuje ulpívání filmů na vysokorychlostních linkách. Antistatický POF – s vrchním nátěrem nebo zabudovaným antistatickým aditivem – je určen pro balení elektroniky a vysokorychlostní výrobní prostředí.
- Možnost tisku: Některé druhy POF jsou na jednom nebo obou površích upraveny korónou, aby se dosáhlo povrchové energie potřebné pro přilnavost inkoustu. Printable POF umožňuje tisknout značky a informace přímo na smršťovací fólii, čímž eliminuje potřebu samostatného papírového nebo kartonového štítku v propagačních multipackových aplikacích.
Běžné problémy se smršťovací fólií POF a jak je řešit
Většina defektů ve smršťovacích obalech POF pochází spíše z nastavení parametrů procesu než z defektů fólie. Pochopení hlavní příčiny každého problému vede ke správnému nastavení.
Rybí oči a díry ve smrštěné fólii
Malé dírky nebo proteklé skvrny v hotovém obalu jsou způsobeny nadměrná teplota tunelu, příliš agresivní proudění vzduchu nasměrované na jedno místo nebo tloušťka fólie, která je nedostatečná pro požadovanou teplotu smrštění . Řešení: Snižte teplotu tunelu v krocích po 5 °C, snižte rychlost vzduchu nebo upgradujte na silnější měřidlo. Otvory v blízkosti oblasti těsnění obvykle indikují, že teplota těsnicí lišty je příliš vysoká.
Vrásčitý nebo psí vzhled
Nerovnoměrný, svraštělý vzhled nebo sražený vzhled značí nedostatečné teplo – fólie se plně neaktivovala a nemůže dokončit cyklus smršťování. Mezi hlavní příčiny patří příliš nízká teplota tunelu, příliš vysoká rychlost pásu (nedostatečná doba setrvání v tunelu) nebo kvalita fólie s vysokou teplotou iniciace smršťování vzhledem k provoznímu rozsahu tunelu. Zvýšení teploty tunelu nebo snížení rychlosti pásu o 10–15 % obvykle vyřeší zvrásnění bez nutnosti změn kvality filmu. Psí uši na koncích obalu specificky indikují nedostatečné smrštění TD – buď v důsledku výběru jakosti fólie nebo nedostatečného tepla dosahujícího koncové strany obalu.
Slabé nebo odlupující se těsnění
Těsnění, která se během smrštění nebo po smrštění odlupují, indikují příliš nízkou teplotu těsnicího drátu/čepele, příliš krátkou dobu setrvání těsnění nebo povrchy filmu kontaminované separačními prostředky nebo antiblokovacími přísadami. Zvyšte teplotu tmelu v krocích po 5 °C a ověřte dobu setrvání. U výrobních linek, které zpracovávají více druhů fólií, zajistěte, aby se teplotní profil svařovacího zařízení resetoval při přechodu na tenčí fólii nebo fólii s nižší teplotou svaru – nastavení teploty vhodné pro fólii o tloušťce 19 µm může způsobit spálené nebo perforované spoje na fólii 12 µm.
Problémy se sledováním a podáváním filmu
Pohyb fólie mimo střed, nekonzistentní napětí fólie nebo trhání fólie při odvíjení jsou obvykle způsobeny nesprávným upevněním role (role není vystředěna na odvíjecím trnu), nezakulaceným nebo poškozeným jádrem role fólie nebo nadměrným napětím brzdy odvíjení. Skladování rolí POF fólie na konci (vertikálně) způsobuje deformaci jádra a nerovnoměrné rozložení napětí — Role vždy skladujte vodorovně na jádru, na polstrovaných podpěrných stojanech a mimo přímé zdroje tepla, které mohou způsobit částečné předsmrštění vnějších vrstev fólie.
Udržitelnost a recyklovatelnost smršťovací fólie POF
Environmentální profil smršťovací fólie POF je více nuancí než prosté posouzení toho, že jde o plast na jedno použití. Několik vlastností POF z něj činí jednu z udržitelnějších dostupných možností flexibilního balení – ale skutečná omezení přetrvávají.
Recyklovatelnost v polyolefinových proudech
POF smršťovací fólie je chemicky kompatibilní s recyklačními toky polyolefinů – lze ji v zásadě recyklovat spolu s fólií LDPE (nízkohustotní polyethylen) ve schématech sběru fólií. Ve Spojeném království je POF akceptován ve sběrnách pro recyklaci měkkých plastů provozovaných velkými supermarkety (recyklační místa Carrier Bag) ; v USA je akceptován na sběrných místech PE fólie u zúčastněných prodejců. Praktickou výzvou je, že POF ze smíšeného materiálu (s vnějšími vrstvami na bázi PP a PE jádrem) se hůře recykluje než monomateriálová PE fólie – složky PP a PE mají různé teploty tání, což vyžaduje kompatibilizéry nebo specifické podmínky opětovného zpracování k výrobě použitelného recyklátu.
Downgauging: Méně filmu na balíček
Jedním z nejúčinnějších zlepšení udržitelnosti v balení POF je downgauging – použití tenčího filmu, který stále funguje přiměřeně pro danou aplikaci. Pokroková technologie POF umožnila snížit průměrnou tloušťku filmu z 19–25 µm v 90. letech na 12–15 µm pro mnoho standardních maloobchodních aplikací dnes. , což snižuje spotřebu plastů na balení o 30–40 % bez kompromisu ve výkonu. Pro aplikace s nejnižší poptávkou je k dispozici další zmenšování na 10–12 µm ultratenké třídy.
Bio-založené a kompostovatelné alternativy POF
Několik výrobců vyvíjí biaxiálně orientované smršťovací fólie z bio-polyolefinů (PE odvozený z etanolu cukrové třtiny) a z kompostovatelných polymerů (smršťovací fólie na bázi PLA). Bio PE má stejný výkon jako PE na bázi ropy a je plně recyklovatelný ve stejných tocích. Smršťovací fólie na bázi PLA jsou průmyslově kompostovatelné, ale ve srovnání s POF mají horší rozsah smrštění a čirost, což omezuje jejich použitelnost na specializované produkty, kde je certifikace kompostovatelnosti specifickým požadavkem trhu. Bio-based POF je v současné době za cenu 15–30 % nákladů nad ekvivalenty na bázi ropy, přičemž rozdíl se s rostoucím objemem výroby zužuje
Doporučené produkty






Kontaktujte nás
Chcete vědět více?
- E-mail: [email protected]
- Phone: +86-18761594570 (slečna Jenny Chen)
- WhatsApp: +86-18761594570
- Address : č. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, provincie Jiangsu, Čína
Kategorie produktů
- Standardní smršťovací fólie POF
- Role polyolefinové smršťovací fólie
- POF teplem smrštitelná fólie
- POF plastová fólie
- POF smršťovací role
- Materiál smršťovací fólie POF
- Smršťovací fólie POF
- Polyolefinová smršťovací fólie se středovým složením
- Mikroperforovaná smršťovací fólie POF
- POF smršťovací fólie
- Polyolefinová smršťovací fólie
- Polyolefinový plastový obal
Sledujte nás
autorská práva © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 Výrobci smršťovacích fólií POF
Výrobci smršťovacích fólií POF