

Těšíme se na vaši zprávu
Naše továrna byla založena v roce 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (slečna Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (slečna Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
POF smršťovací fólie: Specifikace, třídy a průvodce balením
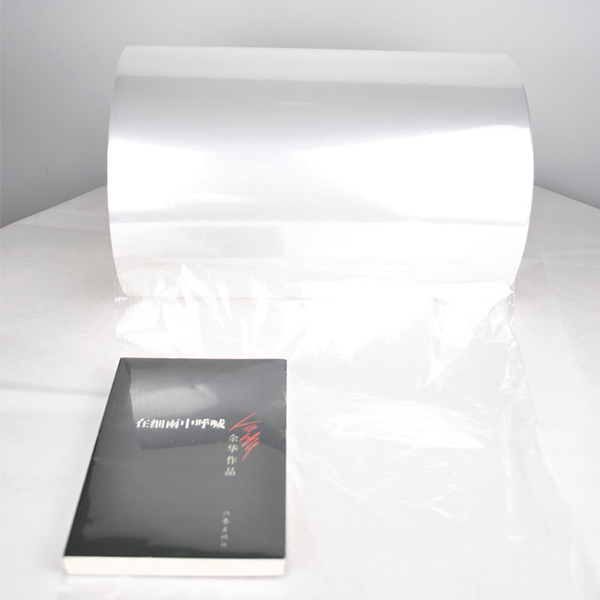
POF smršťovací fólie — smršťovací fólie z polyolefinu — je celosvětově nejrozšířenějším flexibilním obalovým materiálem pro balení produktů pro maloobchod a e-commerce. Při vystavení teplu se těsně smršťuje kolem produktů a vytváří průhledné těsnění, které chrání obsah během přepravy a prezentuje jej čistě na policích. Pokud vybíráte smršťovací fólii pro balení produktů, POF je správnou výchozí volbou pro převážnou většinu aplikací v oblasti potravin, kosmetiky, hraček a spotřebního zboží – kombinuje čirost, pevnost, shodu s FDA a kompatibilitu těsnění způsobem, který smršťovací fólie z PVC a PE ne.
Tato příručka přesně vysvětluje, co je smršťovací fólie POF, jak se liší od alternativ, jaké specifikace hodnotit a jak přizpůsobit správnou třídu fólie vaší balicí lince a požadavkům na produkt.
Co je smršťovací fólie POF a jak funguje
POF je zkratka pro polyolefin, což se týká rodiny polymerů včetně polyethylenu (PE) a polypropylenu (PP). POF smršťovací fólie je vícevrstvá koextrudovaná fólie – obvykle tři až pět vrstev – kde každá vrstva je navržena tak, aby přispívala ke specifické vlastnosti: těsnící výkon, smršťovací poměr, čirost nebo odolnost proti propíchnutí. Vnější vrstvy jsou obvykle polypropylenové pro tuhost a lesk; vnitřní vrstvy jsou na bázi polyetylenu pro utěsnění a flexibilitu.
Smršťovací chování je zabudováno do fólie během výroby prostřednictvím procesu biaxiální orientace. Fólie je natahována současně jak ve směru stroje (MD) tak i v příčném směru (TD), zatímco je zahřívána, a poté ochlazována pod napětím. Toto natahování zavádí molekulární napětí do polymerních řetězců. Když se film později znovu zahřeje ve smršťovacím tunelu, tyto polymerní řetězce se uvolní a film se stáhne – obvykle 30–80 % v obou směrech v závislosti na jakosti — těsně přiléhající k povrchu výrobku.
Smršťovací poměr a smršťovací síla jsou dvě různé vlastnosti. Poměr smrštění popisuje, jak moc se fólie smršťuje. Smršťovací síla popisuje, jak silně táhne, když se smršťuje. Vysoká smršťovací síla na křehké produkty může způsobit deformaci – takže přizpůsobení smršťovací síly tuhosti produktu je stejně důležité jako přizpůsobení poměru smrštění geometrii produktu.

POF vs. PVC vs. PE smršťovací fólie: Klíčové rozdíly
Na trhu dominují tři materiály smršťovací fólie. Pochopení jejich rozdílů zabraňuje nesprávnému použití a pomáhá ospravedlnit cenu POF oproti alternativám PVC a PE.
| Majetek | POF (polyolefin) | PVC (polyvinylchlorid) | PE (polyetylen) |
|---|---|---|---|
| Jasnost | Vynikající (>90% propustnost světla) | Dobře | Mlžné až umírněné |
| FDA pro styk s potravinami | Ano | Omezeno (aditiva) | Ano (most grades) |
| Spalovat vedlejší produkty | Pouze CO₂ a voda | kyselina chlorovodíková (HCl) | CO₂ a voda |
| Síla těsnění | Vysoká, konzistentní | Mírný | Dobře at thicker gauges |
| Zmenšit rozsah | 30–80 % (dvouosé) | 20–60 % | 15–40 % (většinou jednoosé) |
| Teplota tunelu | 120–200 °C | 100–160 °C | 120–180 °C |
| Zápach během utěsňování | Minimální | Znatelný zápach chlóru | Minimální |
| Relativní náklady | Střední–Vysoká | Nízká – Střední | Nízká |
Nízká cena PVC z něj učinila dominantní smršťovací fólii po celá desetiletí, ale vedlejší produkt spalování HCl vedl k omezením nebo zákazům v mnoha zemích a průmyslových odvětvích. Mnoho evropských maloobchodníků nyní obaly z PVC přímo zakazuje. POF účinně nahradil PVC pro balení produktů určených pro maloobchod na většině rozvinutých trhů , zatímco PE zůstává materiálem volby pro těžké svazkovací aplikace, jako jsou multibalení lahví na vodu, kde je čistota druhotná k ceně a nosnosti.
Specifikace smršťovací fólie POF, na kterých skutečně záleží
Datové listy filmu obsahují mnoho čísel. Toto jsou specifikace, které přímo ovlivňují výsledek vašeho balení a kompatibilitu stroje:
Měřidlo (tloušťka)
POF film je dostupný od 12 mikronů (0,48 mil) až 40 mikronů (1,57 mil) , přičemž 15–19 mikronů je nejběžnějším rozsahem pro maloobchodní spotřební zboží. Tenčí fólie snižují náklady na materiál a rychleji se smršťují, ale mají nižší odolnost proti proražení a pevnost těsnění. Pro těžké výrobky nebo výrobky s ostrými hranami jsou vyžadovány silnější fólie.
- 12–15 mikronů: Lehké produkty, kosmetika, softwarové boxy, karty — vysokorychlostní linky, nákladově citlivé aplikace
- 15–19 mikronů: Standardní maloobchodní produkty, podnosy na potraviny, knihy, hračky – nejširší rozsah použití
- 19–25 mikronů: Těžší nebo nepravidelné výrobky, železářské zboží, průmyslové zboží s hranami
- 25–40 mikronů: Balení po více kusech, produkty vyžadující značnou odolnost proti propíchnutí
Poměr smrštění (MD a TD)
Poměr smrštění se měří samostatně ve směru stroje (MD, podél role fólie) a v příčném směru (TD, přes šířku). Vyvážené smrštění – kde jsou poměry MD a TD blízko – vytváří u pravoúhlých výrobků povrch bez vrásek. Nevyvážené smrštění vyhovuje trubkovým nebo válcovým výrobkům, kde je většina kontrakcí potřebná v jednom směru.
Standardní nabídka středově skládaných POF fólií MD smrštění o 40–70 % a TD smrštění o 35–65 % při 130°C. Vyžádejte si od svého dodavatele smršťovací křivky (% smrštění vs. teplota) – odhalují, jak shovívavá je fólie při změnách teploty tunelu, což je důležité pro konzistenci rychlosti linky.
Teplota spouštění těsnění
Toto je minimální teplota svařovací lišty, při které fólie tvoří spolehlivé utěsnění. Většina POF fólií utěsňuje mezi 100–140 °C na svařovací liště. Fólie s nižšími počátečními teplotami spoje umožňují rychlejší cyklování stroje, protože svařovací lišta potřebuje kratší dobu prodlevy na uzavření a opětovné otevření. To má velký význam u vysokorychlostních strojů s L-tyčem nebo bočním těsněním, které běží nad 25 balení za minutu.
Koeficient tření (COF)
COF určuje, jak hladce prochází fólie balicím strojem a jak snadno zabalené produkty procházejí smršťovacím tunelem. Pro vysokorychlostní automatizované linky je preferován nízký COF (0,1–0,2). Fólie s přísadami proti zamlžování nebo antistatickými přísadami mají často upravené hodnoty COF – před změnou jakosti fólie ověřte kompatibilitu se specifikacemi výrobce vašeho stroje.

Formáty POF filmu: Středový záhyb, Single-Wound a Hadičky
POF smršťovací fólie je dodávána ve třech fyzických formátech. Požadovaný formát je určen výhradně typem vašeho balicího stroje – změna typu stroje pro přístup k jinému formátu filmu je zřídkakdy praktická.
| Formát | Popis | Typ stroje | Nejlepší pro |
|---|---|---|---|
| Středový záhyb | Jedna plochá role složená podél středu; produkt se vkládá do otevřené strany | L-bar těsnění | Maloobchodní produkty, různé velikosti, nízká-střední rychlost |
| Jedna rána (plochá) | Dvě samostatné ploché role; kolem produktu se vytvoří film a utěsní se ze všech stran | Stroj na boční nebo zadní těsnění | Vysokorychlostní automatizované linky, jednotný produkt |
| Tubing | Předtvarovaná trubka; produkt je vložen a oba konce jsou utěsněny | Aplikace na rukáv nebo pásek | Válcové výrobky, lahve, plechovky |
Fólie se středovým složením je dominantním formátem pro poloautomatické a ruční operace s L-tyčem, protože jedna role slouží jako horní i spodní fólie, což zjednodušuje výměnu. Pro plně automatizované stroje s průtokovým obalem nebo bočním zatavením, které běží nad 40 balení za minutu, je standardem jednovinutí fólie na vyhrazených horních a spodních odvíjecích pozicích.
Speciální třídy POF filmů pro specifické aplikace
Standardní POF fólie je optimalizována pro čirost a smršťování na suchém zboží. Několik speciálních tříd rozšiřuje použitelnost POF do náročnějších aplikací:
Fólie POF proti zamlžování
Fólie proti zamlžování obsahuje povrchové přísady, které zabraňují tvorbě kapiček kondenzace na vnitřním povrchu fólie při balení studených nebo chlazených produktů. Bez úpravy proti zamlžování se vlhkost z chlazených potravinářských výrobků kondenzuje na vnitřní straně fólie, zakrývá výrobek a spotřebitelům se jeví jako zkažený. Anti-fog POF je vyžadován pro čerstvé produkty, chlazená hotová jídla a jakýkoli chlazený maloobchodně balený produkt. Třídy proti zamlžování mají obvykle 15–25% cenový příplatek oproti standardnímu POF.
Perforovaná POF fólie
Mikroperforovaná POF fólie má laserem nebo mechanicky vytvořené dírkové perforace, které umožňují unikání vzduchu z obalu při smršťování. Bez perforace vzduch zachycený uvnitř uzavřeného obalu vytváří tlak, který odolává smršťování a může způsobit prasknutí fólie nebo selhání těsnění u nepravidelných nebo konkávních výrobků. Perforace také umožňují unikání vlhkosti z čerstvých potravin a prodlužují trvanlivost snížením vnitřní vlhkosti.
Vzory perforace jsou určeny velikostí otvorů (obvykle průměr 0,3–1,0 mm) a hustotou (otvory na cm²). Hrubší perforace umožňuje rychlejší uvolňování vzduchu u objemných produktů; jemnější perforace udržují lepší bariéru a zároveň uvolňují tlak.
Vysoce smrštitelná fólie POF
Standardní POF dosahuje 40–60% smrštění při typických teplotách tunelu. Dosahují se jakosti s vysokým smrštěním 70-80% smrštění a jsou navrženy pro vysoce nepravidelné geometrie produktů – zvláštně tvarované dárkové sady, produkty s hlubokými prohlubněmi nebo vícepoložkové svazky, kde se fólie musí těsně přizpůsobovat složitému profilu povrchu. Vysoce smrštitelné typy vyžadují přesné řízení teploty tunelu, protože přehřátí způsobuje nadměrné smrštění fólie, což vytváří místa namáhání psích uší v rozích produktu.
POF film pro tisk
Fólie POF s povrchovou úpravou akceptuje flexografický, hlubotiskový nebo digitální tisk pro přenášení značek, čárových kódů nebo informací o produktu přímo na smršťovací fólii. Povrch filmu musí být upraven koronou, aby se dosáhlo úrovně dynu 38–42 dynů/cm pro dostatečnou přilnavost inkoustu. Potištěná smršťovací fólie eliminuje potřebu samostatného štítku na mnoha produktech a je široce používána pro multipacky a reklamní obaly.
Nastavení zmenšovacího tunelu a jeho vliv na výkon filmu
Smršťovací tunel – vyhřívaná komora, která aktivuje smršťování fólie – je druhou polovinou systému balení POF. Dokonce i nejlepší kvalita filmu bude mít špatné výsledky, pokud je tunel nesprávně nakonfigurován. Tři ovladatelné proměnné tunelu jsou teplota, rychlost pásu (doba prodlevy) a vzor proudění vzduchu.
- Příliš nízká teplota: Film se úplně nesráží a zanechává rybí oči (nesmrštěné skvrny), volný obal nebo viditelné vrásky – zejména v rozích obdélníkových produktů
- Příliš vysoká teplota: Fólie se na okrajích příliš smršťuje dříve, než se tělo stihne přizpůsobit, vytváří díry po popáleninách, stopy namáhání psím uchem v rozích nebo bílé skvrny od nadměrného smršťovacího napětí
- Příliš krátká doba prodlevy (příliš vysoká rychlost pásu): Nedostatečný přenos tepla, zvláště u silných výrobků s vysokou tepelnou hmotností, které absorbují teplo z fólie a tunelového vzduchu
- Nerovnoměrné proudění vzduchu: Horká místa nebo studená místa napříč průřezem tunelu způsobují nekonzistentní smrštění – jedna strana obalu se smršťuje více než druhá, což způsobuje zkosení obalu nebo nerovnoměrné natahování fólie přes produkt
Většina POF fólií funguje optimálně ve smršťovacích tunelech nastavených mezi 150–190 °C s rychlostmi pásu mezi 6–15 metry za minutu , ale správná kombinace závisí na velikosti produktu, tepelné hmotnosti produktu a specifické kvalitě filmu. Při kvalifikaci nového filmu nebo nové velikosti produktu vždy spusťte testovací balení při různých kombinacích teplot a rychlostí, nikoli pouze při jednom nastavení.
Důležitý je také typ tunelu. Horkovzdušné tunely jsou standardní a kompatibilní se všemi druhy POF. Křemenné infračervené tunely ohřívají fólii příměji a fungují dobře u produktů citlivých na teplo, kde je třeba udržovat teplotu vzduchu v tunelu nižší – fólie selektivně pohlcuje energii záření, aniž by se produkt uvnitř přehříval.
Běžné vady smršťovací fólie a jak je vyřešit
Většina defektů smršťovací fólie má identifikovatelné základní příčiny. Níže jsou uvedeny nejběžnější problémy a jejich nápravná opatření:
| Defekt | Pravděpodobná příčina | Nápravné opatření |
|---|---|---|
| Rybí oko (nesmrštěné skvrny) | Příliš nízká teplota tunelu nebo příliš krátká doba prodlevy | Zvyšte teplotu tunelu nebo snižte rychlost pásu |
| Vypalte díry nebo propíchnutí | Teplota tunelu je příliš vysoká nebo film příliš tenký pro produkt | Nízkáer tunnel temp; upgrade to thicker gauge film |
| Psí uši v rozích | Film se smršťuje na okrajích před tělem; vysoká smršťovací síla na rohu | Nízkáer temp, reduce film overhang; switch to high-shrink grade |
| Selhání těsnění (otevřený šev) | Příliš nízká teplota těsnicí lišty, příliš krátká doba setrvání nebo znečištění filmem | Zvyšte teplotu těsnicí lišty nebo dobu prodlevy; zkontrolujte film, zda není znečištěný olejem |
| Zamlžený nebo mléčný závěr | Rychlé ochlazení v tunelu nebo příliš smrštěný film způsobující bělení pod napětím | Nízkáer tunnel temp; ensure gradual cooling at tunnel exit |
| Fólie přilepená k těsnicí liště | Těsnicí lišta Teflonový povlak je opotřebovaný nebo teplota lišty je příliš vysoká | Vyměňte teflonovou pásku; snížit teplotu těsnicí lišty |
| Vrásky na plochém panelu balení | Filmový obal je před vstupem do tunelu příliš volný; nerovnoměrné proudění vzduchu | Snižte délku řezu filmu; zkontrolujte vyrovnání vzduchových trysek tunelu |
Bezpečnost potravin a shoda s předpisy pro POF film
POF smršťovací fólie používaná v aplikacích přímého nebo nepřímého kontaktu s potravinami musí vyhovovat předpisům o bezpečnosti potravin, které určují, jaké přísady a základní pryskyřice jsou přípustné v množstvích použitých ve složení fólie.
- Spojené státy: FDA 21 CFR 177.1520 se vztahuje na polyolefinové polymery pro styk s potravinami. Vyhovující filmy POF budou ve svém technickém listu uvádět shodu s FDA.
- Evropská unie: Nařízení EU 10/2011 o plastových materiálech a předmětech přicházejících do styku s potravinami upravuje POF fólie prodávané v Evropě. Dodavatelé by měli na požádání poskytnout prohlášení o shodě (DoC).
- Čína: GB 9685 a GB 4806.6 upravují plasty přicházející do styku s potravinami. Fólie POF pro čínský trh by měla obsahovat dokumentaci shody GB.
Před použitím jakéhokoli stupně POF pro přímé balení potravin si vždy vyžádejte od dodavatele fólie prohlášení o shodě s potravinami — základní pryskyřice může vyhovovat, ale konkrétní balíčky aditiv (skluzové prostředky, antistatika, proti zamlžování) nemusí být schváleny pro všechny typy potravin nebo všechny kontaktní teploty. Tento rozdíl mezi poddajností základní pryskyřice a úplnou poddajností složení je často přehlížen.
Úvahy o udržitelnosti smršťovací fólie POF
Udržitelnost plastových obalů je celosvětově pod rostoucím tlakem regulačních orgánů a spotřebitelů. POF smršťovací fólie má příznivější environmentální profil než PVC, ale stále existují praktické možnosti, jak snížit její dopad na životní prostředí:
- Redukce zdroje: Snížení z 19 na 15 mikronů, kde křehkost produktu umožňuje, snižuje spotřebu materiálu přibližně o 21 % na balení. Toto je jediná změna s největším dopadem ve většině operací.
- Recyklovatelnost: POF fólie je klasifikována jako polyolefin (LDPE č. 4 nebo HDPE č. 2) a je technicky recyklovatelná prostřednictvím flexibilních sběrných toků fólie, pokud existují. Nicméně kontaminace a sběr směsných polymerů omezuje praktickou míru recyklace ve většině regionů.
- Recyklovaný obsah POF: POF fólie s obsahem recyklovaného spotřebitele (PCR) jsou nyní dostupné od několika výrobců, obvykle s 30–50 % recyklovaného obsahu při zachování funkčního výkonu pro nepotravinářské aplikace.
- POF na biologické bázi: Bio-polyolefinové filmy odvozené z ethanolu cukrové třtiny jsou komerčně dostupné. Jsou chemicky identické s POF získanými z fosilních materiálů a jsou plně kompatibilní se stávajícími stroji, ale oproti standardním fóliím mají významnou cenu o 30–60 %.
- Eliminace filmu: U některých kategorií produktů lze smršťovací fólii POF nahradit lepicí páskou z lepenky, smrštitelným papírem (na bázi rostlinných vláken) nebo úplným odstraněním vnějšího obalu – nejpůsobivější redukce není žádná fólie, pokud to požadavky na ochranu výrobku umožňují.
Nařízení EU o obalech a odpadech z obalů (PPWR), od kterého se očekává, že vstoupí v plném rozsahu v platnost postupně do roku 2030, zavede požadavky na minimální obsah recyklovaného materiálu a normy recyklovatelnosti na všechny obalové materiály včetně smrštitelných fólií. Obaloví inženýři, kteří dnes specifikují POF fólie, by měli do roku 2030 vyhodnotit výběr materiálů s ohledem na cíle recyklovaného obsahu PPWR 30–35 % pro plastové fólie.
Jak vybrat správný POF film pro vaši aplikaci
Omezte výběr na praktický rozhodovací proces: odpovězte na tyto otázky v pořadí a správná známka filmu bude jasná.
- Je produkt potravinářský nebo nepotravinový? Kontakt s potravinami vyžaduje fólii vyhovující FDA/EU 10/2011. Před odběrem vzorků si vyžádejte prohlášení o shodě.
- Bude produkt chlazený nebo vystavený studený? Pokud ano, uveďte stupeň ochrany proti zamlžování.
- Jaká je největší hmotnost produktu a jaký je nejvíce nepravidelný tvar? Ty určují minimální tloušťku a zda je potřeba třída s vysokým smrštěním.
- Jaký je typ vašeho balicího stroje? L-bar sealer → středová fólie. Stroj na boční nebo zadní těsnění → jednovinutí. To je nesmlouvavé.
- Jaká je vaše cílová propustnost v balíčcích za minutu? Nad 40 ppm obvykle vyžaduje film s nízkým COF a minimální tloušťku 15 mikronů pro spolehlivé vysokorychlostní těsnění.
- Nese obal vytištěný brand přímo na fólii? Pokud ano, zadejte jakost pro tisk upravenou koronou a potvrďte úroveň dyne na vaší tiskárně.
- Jaké požadavky na udržitelnost platí? Specifikujte požadavky na recyklovaný obsah nebo biologické možnosti, pokud to vyžadují zásady prodejce nebo nadcházející nařízení.
Jakmile se dostanete do užšího výběru hodnocení filmů podle těchto kritérií, vždy spusťte produkční zkoušky, než se zavážete k objednávkám na plný objem. Zkušební provoz 2–3 vzorků rolí přes váš skutečný stroj a smršťovací tunel na vašem skutečném produktu je jediným spolehlivým způsobem, jak potvrdit, že se laboratorní specifikace promítají do výkonnosti výroby. Chování filmu ve skutečných výrobních podmínkách – včetně kolísání okolní teploty, teploty produktu a rychlosti stroje – se může výrazně lišit od hodnot v datovém listu naměřených za kontrolovaných laboratorních podmínek.
Doporučené produkty






Kontaktujte nás
Chcete vědět více?
- E-mail: [email protected]
- Phone: +86-18761594570 (slečna Jenny Chen)
- WhatsApp: +86-18761594570
- Address : č. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, provincie Jiangsu, Čína
Kategorie produktů
- Standardní smršťovací fólie POF
- Role polyolefinové smršťovací fólie
- POF teplem smrštitelná fólie
- POF plastová fólie
- POF smršťovací role
- Materiál smršťovací fólie POF
- Smršťovací fólie POF
- Polyolefinová smršťovací fólie se středovým složením
- Mikroperforovaná smršťovací fólie POF
- POF smršťovací fólie
- Polyolefinová smršťovací fólie
- Polyolefinový plastový obal
Sledujte nás
autorská práva © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 Výrobci smršťovacích fólií POF
Výrobci smršťovacích fólií POF