

Těšíme se na vaši zprávu
Naše továrna byla založena v roce 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (slečna Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (slečna Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
Průvodce smršťovací role POF: Výhody, specifikace a nastavení stroje
Polyolefinová (POF) smršťovací fólie se stal průmyslovým standardem pro maloobchodní a průmyslové obaly díky své vynikající čistotě, pevnosti a ekologickému profilu. Na rozdíl od starších PVC fólií vysoce kvalitní POF smršťovací role nabízí výjimečnou odolnost bez uvolňování škodlivých chloridů během procesu smršťování. Pro optimální výkon musí obsluha přizpůsobit měrku fólie hmotnosti produktu a přesně zkalibrovat teploty tepelného tunelu, aby bylo dosaženo těsného těsnění bez vrásek. Pochopení těchto proměnných zajišťuje konzistentní integritu balení a vylepšenou přitažlivost.
Výhody oproti PVC a PE fóliím
Výběr správné smršťovací fólie zahrnuje vyvážení nákladů, výkonu a dodržování předpisů. POF zaujímá sladké místo mezi nízkou cenou polyetylenu (PE) a vysokou čistotou polyvinylchloridu (PVC), což nabízí výrazné výhody pro moderní dodavatelské řetězce.
| Majetek | POF (polyolefin) | PVC (polyvinylchlorid) | PE (polyetylen) |
|---|---|---|---|
| Jasnost/Lesk | Výborně | Dobře | Nízká/mlhavá |
| Vliv na životní prostředí | Netoxický, recyklovatelný | Uvolňuje plynný chlór | Recyklovatelné |
| Trvanlivost | Vysoká odolnost proti proražení | Časem křehký | Velmi vysoká pevnost v roztržení |
| Teplota smrštění | Nižší (~120-150°C) | Nízká (~100-120°C) | Vysoká (~160-180°C) |
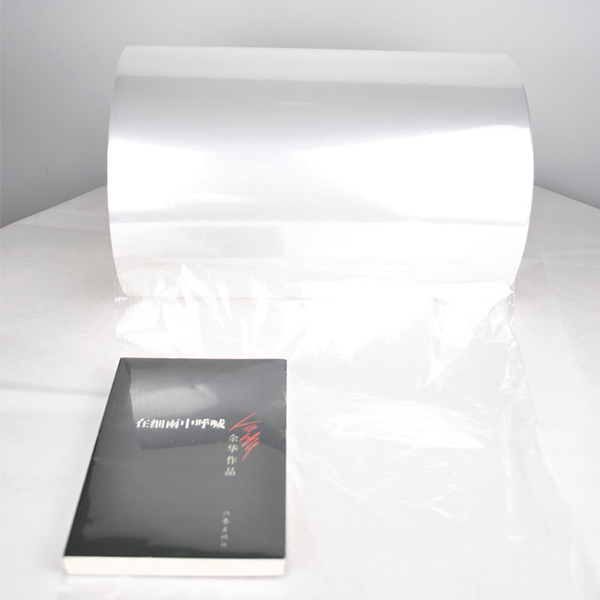
POF je zvláště oblíbený v balení potravin a spotřebního zboží, protože je schválen FDA pro přímý kontakt a při zahřívání nevylučuje škodlivé výpary. Jeho zesíťovaná struktura poskytuje vynikající paměť, což znamená, že udržuje napětí kolem produktu i po ochlazení a zabraňuje uvolnění rohů během přepravy.
Výběr správného měřidla a formátu
Tloušťka fólie, měřená v měřidlech nebo mikronech, přímo ovlivňuje jak estetickou kvalitu, tak i ochrannou schopnost obalu. Použití nesprávného měřidla může vést k prasknutí fólie během smršťování nebo k nadměrným nákladům na materiál.
Aplikace se standardním rozchodem
Pro lehké předměty, jako jsou CD, kosmetika a malé krabičky, a 45 až 60 gauge (11-15 mikronů) film je dostačující. Tento tenký profil maximalizuje výtěžnost na roli a poskytuje těsné přizpůsobení jako kůže. Obvykle vyžadují produkty střední hmotnosti, jako jsou softwarové krabice, balíčky hraček a multibalení 75 až 100 gauge (19-25 mikronů) fólie, aby vydržela manipulaci a automatizované systémy třídění. Těžké průmyslové předměty nebo výrobky s ostrými hranami mohou vyžadovat 150 gauge (38 mikronů) nebo vyšší, aby se zabránilo propíchnutí.
Jednoduché vs. Dvojité rány
POF smršťovací role jsou k dispozici ve formátech s jedním vinutím (jedna vrstva) a dvojitým vinutím (skládaný na střed). Středově složené role jsou ideální pro L-bar sealery a automatické obaly rukávů, protože vytvářejí bezešvou zadní stranu obalu. Jednovinuté role se používají pro ploché aplikace nebo když je vyžadována specifická konfigurace zadního těsnění. Výběr správného formátu snižuje množství odpadu a zjednodušuje proces nakládání na balicí lince.
Kalibrace stroje a provozní parametry
Dokonce i nejkvalitnější POF fólie bude fungovat špatně, pokud smršťovací tunel a těsnění nejsou správně zkalibrovány. Přesnost teploty a rychlosti je nezbytná pro profesionální povrchovou úpravu.
- Teplota tmelu: Nastavte impulsní těsnicí lišty mezi 120 °C a 150 °C . Příliš horké a film se spálí nebo se přilepí k teflonové pásce; příliš chladné a těsnění bude slabé a náchylné k prasknutí. Před zahájením výroby vždy použijte testovací proužek k ověření integrity těsnění.
- Rozvod tepla v tunelu: POF se nejlépe smršťuje s vyváženým teplem ze všech stran. Ujistěte se, že tunelové ohřívače jsou jednotné. U výrobků s nepravidelným tvarem může být nutné mírně vyšší horní zahřátí, aby se zabránilo "ušikování" v rozích.
- Rychlost dopravníku: Rychlost musí odpovídat tepelnému výkonu. Obecným pravidlem je nechat fólii dostatečnou dobu setrvání, aby dosáhla své aktivační teploty bez přehřátí. Začněte při střední rychlosti a upravte podle kvality smrštění. Pokud se objeví vrásky, zpomalte dopravník nebo mírně zvyšte teplotu.
- Řízení proudění vzduchu: Správné proudění vzduchu cirkuluje teplo rovnoměrně. Zablokované větrací otvory nebo vadné ventilátory mohou způsobit studená místa, což má za následek nerovnoměrné smršťování. Pravidelně čistěte vzduchové filtry pro udržení stálého tepelného výkonu.
Odstraňování běžných vad balení
Rychlá identifikace hlavní příčiny vad balení minimalizuje prostoje a plýtvání materiálem. Většina problémů se smršťovacími rolemi POF souvisí s mechanickým nastavením nebo faktory prostředí.
Zlom filmu a slzy
Pokud se fólie během smršťování roztrhne, teplota je pravděpodobně příliš vysoká nebo rychlost dopravníku příliš pomalá, což způsobí nadměrné smrštění a prasknutí fólie. Naopak trhliny na těsnění indikují nadměrný tlak těsnění nebo znečištěné těsnění. Pravidelně čistěte těsnicí prvky a kontrolujte, zda na produktu nejsou ostré hrany, které by mohly propíchnout fólii, než vstoupí do tunelu.
Oblačno a mlha
POF je známý svou jasností, takže jakýkoli zákal je známkou nesprávného zpracování. Zákal je obvykle způsoben nedostatečným teplem, které brání filmu v úplném uvolnění a projasnění. Zvýšení teploty tunelu o 5-10 °C často řeší tento problém. Kromě toho zajistěte, aby byla fólie skladována na chladném a suchém místě, protože absorpce vlhkosti může ovlivnit průhlednost během zahřívání.
Uvolněné koutky a psí uši
K uvolněným rohům dochází, když se fólie nestáhne těsně kolem okrajů produktu. To je často způsobeno nízkou smršťovací silou nebo nerovnoměrným rozložením tepla. Zkontrolujte rovnováhu proudění vzduchu v tunelu a zajistěte, aby se fólie během procesu lepení příliš nenatáhla, což může snížit její paměť a schopnost smršťování.

Doporučené produkty






Kontaktujte nás
Chcete vědět více?
- E-mail: [email protected]
- Phone: +86-18761594570 (slečna Jenny Chen)
- WhatsApp: +86-18761594570
- Address : č. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, provincie Jiangsu, Čína
Kategorie produktů
- Standardní smršťovací fólie POF
- Role polyolefinové smršťovací fólie
- POF teplem smrštitelná fólie
- POF plastová fólie
- POF smršťovací role
- Materiál smršťovací fólie POF
- Smršťovací fólie POF
- Polyolefinová smršťovací fólie se středovým složením
- Mikroperforovaná smršťovací fólie POF
- POF smršťovací fólie
- Polyolefinová smršťovací fólie
- Polyolefinový plastový obal
Sledujte nás
autorská práva © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 Výrobci smršťovacích fólií POF
Výrobci smršťovacích fólií POF